E-mobility requires new innovations for high-productivity laser welding
Precise spatial and temporal control stabilizes the melt pool, while laser-integrated process monitoring ensures quality
Dahv Kliner, Andrea Braglia, Alessio Califano, Ping Huang, and Christo Gavrilov
Laser welding is a >1 billion dollar market annually and is experiencing significant growth, driven by high-volume e-mobility applications, which require a previously unprecedented level of productivity and part quality. Two recent technical breakthroughs with fiber lasers meet these stringent requirements: High-precision spatial and temporal control of the laser beam to stabilize the melt pool, and real-time process monitoring integrated directly into the laser source.
The global welding equipment market is nearly $20 billion annually. Automotive welding represents the largest segment of this market, comprising ~25 % of the total. Laser-based welding tools make up only a small fraction of these sales – approximately $1 billion of annual laser sales – and capturing more of the welding market thus represents a significant opportunity for laser-based tools. Adoption of laser-based welding tools is driven by their ability to increase productivity and part quality because of the precision, speed, consistency, and material compatibility of laser welding and because of the reliability and high up-time of these tools – particularly fiber-laserbased tools.
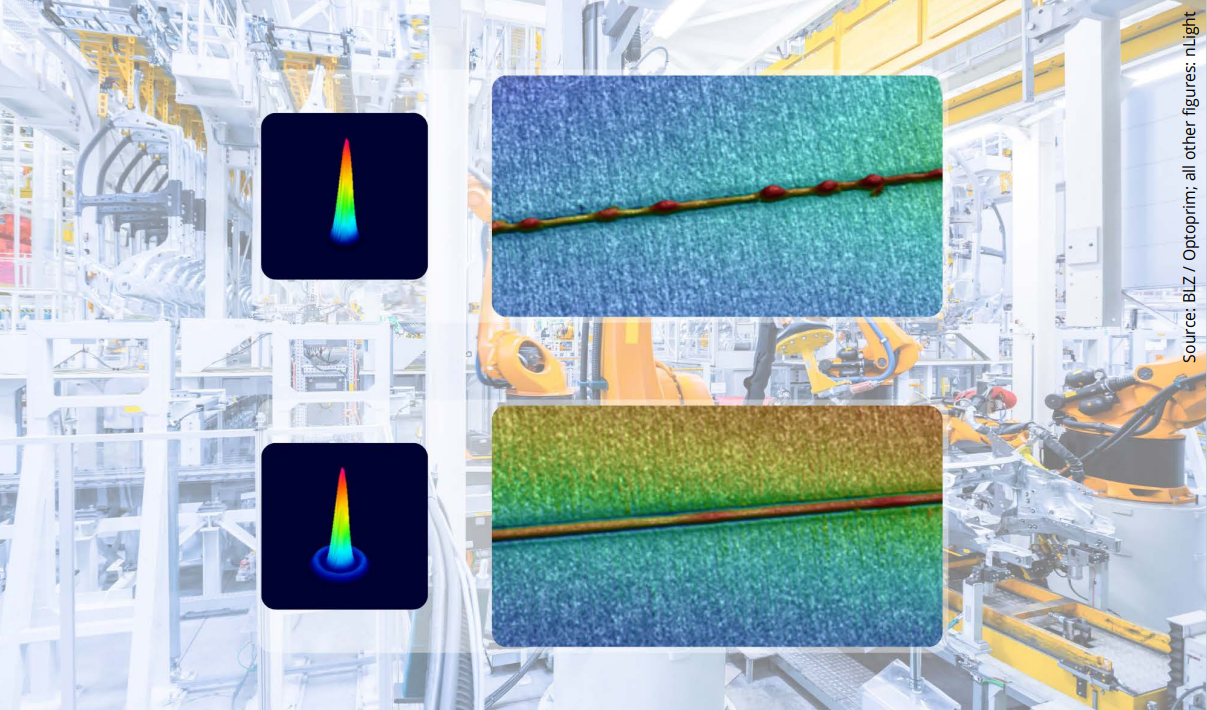
Bipolar plate weld using a standard single-mode fiber laser (top, speed = 1.0 m/s) and an AFX fiber laser (bottom, speed = 1.3 m/s), both at 1 kW power. The optimized AFX beam shape (bottom left) eliminates the humping defect and allows a substantial speed increase.
Beyond displacing legacy welding technologies, laser welding enables production of welds that are difficult or impossible using non-laser technologies, further increasing the size of the addressable market. E-mobility is driving a significant increase in the need for welding tools, both for conventional automotive welding tasks – e.g., body-in-white production – and, more importantly, for producing components specific to e-mobility. This growing e-mobility market represents an especially significant opportunity for laser welding because it requires high volumes, thus demanding high productivity, and production of consistent, high-quality welds. Furthermore, e-mobility applications often involve difficult-to-weld metals, such as aluminum and copper. Battery production for electric vehicles is a well-known example of an e-mobility application that is dependent on laser welding for a number of key manufacturing steps. In addition, emerging e-mobility applications, such as fuel-cell production, are being enabled by laser welding. The demand for laser welding tools will continue to increase as these markets grow and as laser-based welding processes continue to improve. Two recent advances, described below, demonstrate the ability of laser welding to increase both productivity and part quality for e-mobility applications.
Melt pool stabilization
The welding melt pool is highly dynamic [1]. Key forces acting on the melt pool are buoyancy (from density variations), the Marongoni force (from surface-tension gradients), shear (from vapor or plasma formation), gravity, and (in the case of keyhole welding) recoil pressure and capillarity. The interaction among these forces can cause the melt pool to become unstable, resulting in several deleterious effects, including spatter, porosity, and variations in the weld depth and profile. These effects, in turn, degrade productivity (welding speed and yield) and part quality, which increase the part cost and may even make the welding process unsuitable for some applications, e.g., manufacturing of safety components. Generating a stable, consistent melt pool is thus a critical goal of welding process development.
An important breakthrough in laser welding has been the use of beams with an optimized shape or spatial profile to stabilize the melt pool [2]. In particular, for keyhole welding, an intense central spot surrounded by a lower-intensity ring has been found to prevent episodic collapse or closing of the keyhole, thereby significantly reducing spatter and porosity. Several lasers on the market now offer this beam shape, with a variety of dimensions and power levels for the central spot and the ring. For fiber-delivered lasers, the desired beam shape is generated using a dual-core delivery fiber, i.e., a central core and surrounding ringshaped core. In some implementations, different fiber lasers are coupled into each of the two cores using a special fused-fiber combiner. This approach has the advantage of providing an all-fiber beam path, eliminating the well-known performance and reliability problems of free-space optics. In addition, the individual lasers can be separately controlled – e.g., adjusting their power or modulation conditions – or can even have different wavelengths. A major disadvantage of this approach, however, is that only one beam shape is available at full power, and tuning the beam shape quires reducing the total laser power. This technology is thus best suited to applications in which the desired beam shape is known and unchanging, and versatility in the beam shape is not required.
Alternatively, the central spot + ring beam shape can be generated by splitting a single laser beam among the cores of a multicore fiber. Varying the split ratio can change the beam shape with no loss of power, so the full laser power is available in all beam shapes. The critical advantage of this approach is versatility, where different beam shapes can be employed to optimize a variety of welding processes – different materials, thicknesses, geometries, etc. Changes in the welding process associated with these different applications, as well as material variations and tool or process improvements, can thus be easily accommodated. nLight developed the Corona portfolio of fiber lasers to provide this capability in a unique, all-fiber design [3]. Wide ranges of beam shapes and sizes are available using different Corona feeding fibers, including designs with three cores – a central core + two ring cores of different dimensions – and the beam shape can be tuned on the fly for real-time process optimization.
The spot + ring beam shape is already in widespread use for e-mobility applications, including battery manufacturing, where it has become the de facto standard. More recently a variant of this beam shape has been shown to significantly increase productivity in an emerging e-mobility application, welding of bipolar plates for fuel cells [4]. In this application, thin (50 – 100 µm) sheets of titanium or stainless steel are welded to provide a leak-free seal. A keyhole is not formed when welding such foils, and the weld seam is narrow (<150 µm), so single-mode lasers are conventionally used. A typical fuel cell has >1 km of weld seam, demanding high welding speed. Standard single-mode lasers are limited to a speed of ~1 m/s by the ‘humping’ defect, generated by the dynamics of melt-pool cooling and solidification. Use of the Corona AFX fiber laser, which partitions a variable amount of power from a single-mode core to a thin, small-diameter (40 µm) ring provides a speed increase of at least 30 % without humping and while maintaining a thin, high-quality weld (see introductory figure). The optimum partitioning of power between the single-mode core and the ring depends on the material and the weld dimensions, highlighting the importance of versatility in the beam shape.
Very recently, we have added another dimension to weld optimization: high-speed temporal control. nLight fiber lasers already provide the industry’s highest modulation rate and rise and fall times, enabling generation of sophisticated waveforms. Specifically, the maximum modulation rate is 100 kHz (20× the industry standard), corresponding to rise and fall times of <5 µs. We have combined this temporal control with the beam-shape control discussed above in a product known as WELDform. In comparison with lasers that have conventional spot + ring beam shapes and standard temporal characteristics, WELDform fiber lasers have shown the ability to reduce spatter and porosity, provide more consistent penetration (weld depth), and enable control of the weld cross section.
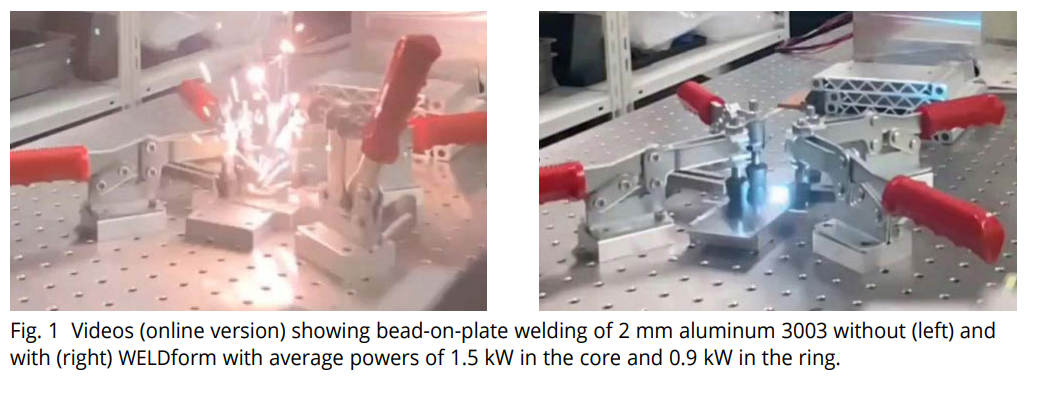
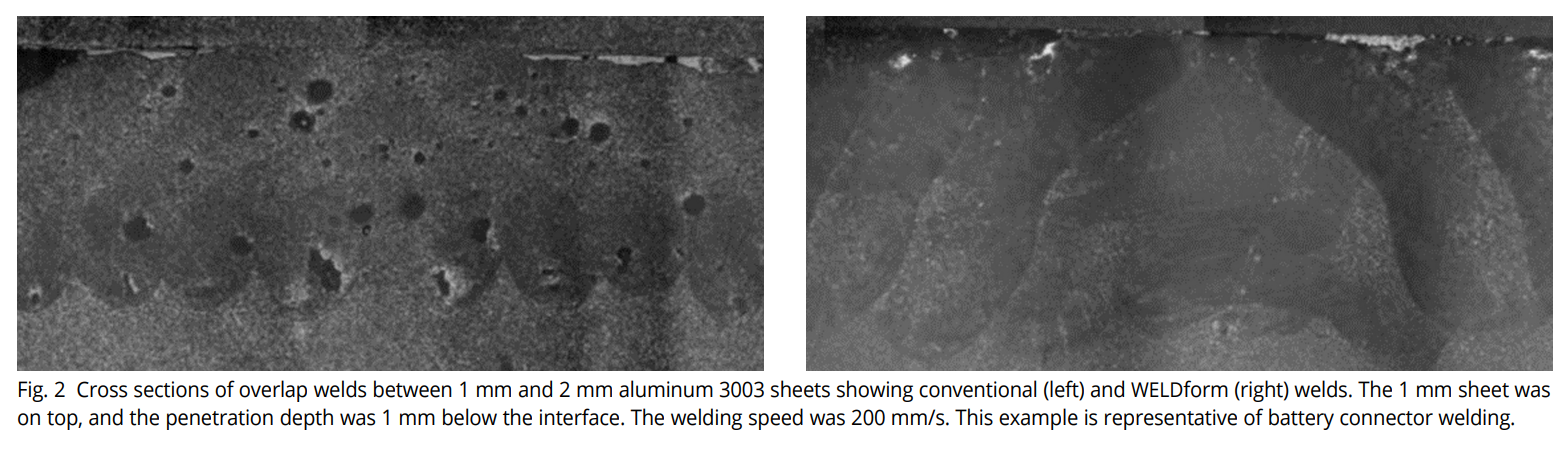
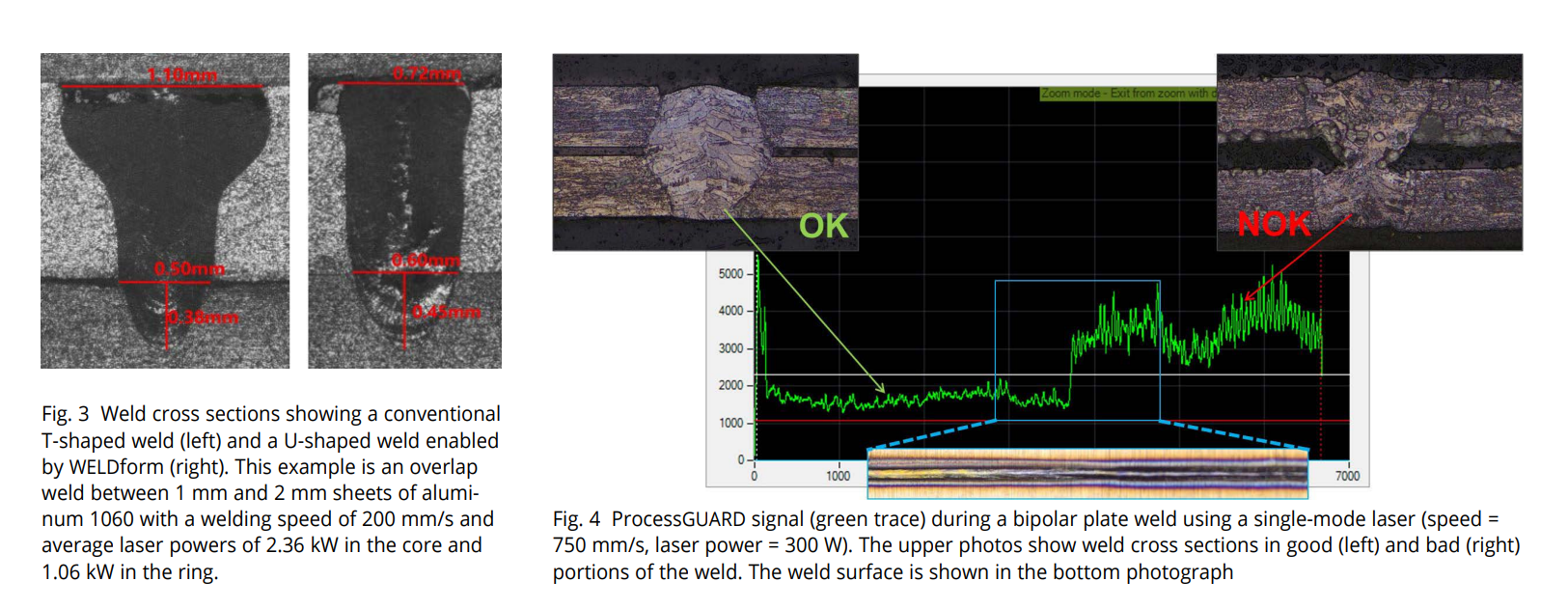
Fig. 1 shows two videos recorded during welding of aluminum using a fiber laser with the conventional beam shape both without and with the optimized, high-speed temporal waveform. Significant spatter is generated using the conventional beam shape alone, whereas including the WELDform waveform greatly reduces spatter. Spatter particles can contaminate the finished part, optics, and tooling, which can cause latent defects, require post-processing (increasing part cost), and/or increase the need for tool maintenance (increased cost and downtime). By reducing spatter and other instabilities, WELDform can also reduce porosity in the finished weld (Fig. 2), thereby improving weld quality and performance. Controlling the shape of the weld through the material is important for optimizing the weld properties. Fig. 3 shows cross sections of overlap welds produced using the conventional beam shape without and with WELDform. The conventional laser produces the well-known T-shape, whereas adding temporal control enables production of a U-shaped weld. The latter has several advantages because of the reduced diameter at the top of the weld: (1) weld tracks can be placed closer together, reducing the weld footprint and increasing overall weld strength; and (2) heat input into the weld and thus the heataffected zone (HAZ) is minimized, which reduces metallurgic and geometric changes and heating of nearby materials and components. WELDform has been shown to improve the consistency of the weld. For example, when producing the welds shown in Fig. 3, WELDform reduced the depth variation along the weld – defined as the ratio of the standard deviation to the average depth – by more than a factor of two, from 12.7 % for the conventional beam shape to 5.7 %. This improvement increases productivity (yield) by effectively increasing the process window, minimizing the likelihood of incomplete penetration.
Laser-integrated, real-time process monitoring
Welding process monitoring is essential to maximize productivity and to ensure part quality and reliability in critical applications – e.g., manufacturing of safety components. Process monitoring maximizes productivity in several ways: (1) Detection of process excursions minimizes production of faulty parts (yield increase). (2) Identification of specific defects and process excursions enables root-cause analysis for rapid recovery of the process. (3) Process monitoring during process development ensures a robust process with a large process window.
The plasmo processobserver (pso) is a well-established, photodiode-based process monitoring system that has been widely deployed in a variety of industries, including e-mobility and automotive manufacturing [5]. Briefly, the pso samples light emitted from the region of the melt pool and uses spectral and temporal analysis to detect process excursions and defects. A variety of sampling geometries and multiple spectral bands are available, and highspeed (250 kHz) signal detection and analysis allows real-time monitoring and control.
In existing deployments, the pso allows sampling of the process light collinearly with the laser beam and/or at an angle to the beam. The former geometry requires pickoff optics within the beam path – e.g., a beamsplitter in the process head or the laser. The latter geometry entails off-axis sampling optics, e.g., mounted to the side of the process head. In both cases, fiber bundles transmit the process light to the photodiodes. These approaches have been highly successful, but they require additional optics and mounts, thus adding system complexity.
We recently developed a new approach that integrates the pso photodiodes directly into the fiber laser, and the process light is collected using the existing feeding fiber. This product, known as ProcessGUARD, is compatible with existing welding setups – scanners, fixed heads, zoom optics, etc. It maintains the pso capabilities and advantages for process monitoring while eliminating the need for external optics, mounts, and fiber bundles. The resulting system simplification improves the performance and reliability of the laser welding system.
We have validated the performance of ProcessGUARD for a variety of e-mobility welding tasks. For example, Fig. 4 shows a bipolar plate weld between two 50 µm stainless steel sheets. The graph shows the typical pso output, in which the red and white lines represent the process window, and the green trace is the real-time signal of the weld monitor. The signal is within the process window for the first part of the weld (left) but abruptly exceeds the process window in the second part (right). Cross-sectioning of the weld showed that the failed portion of the weld had a larger gap between the plates (by ~20 µm); even though the plates were still connected, the weld would have insufficient strength to provide leak-free operation, i.e., a latent defect. Critically, this defect was not visible on the weld surface (lower photo), demonstrating that ProcessGUARD can detect buried defects and can show the defect location.
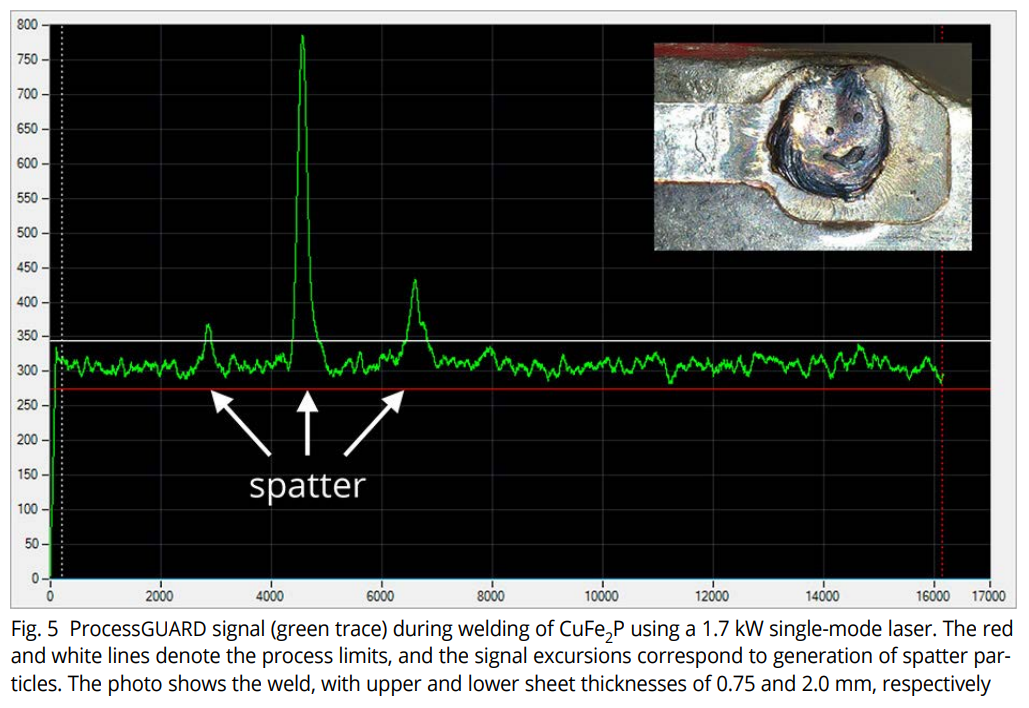
Fig. 5 shows detection of spatter generated during lap welding of a cable for an electric vehicle battery. The material is a copper alloy (CuFe2P), and the duration of the weld was 65 ms. The spatter events, occurring on the microsecond timescale, are easily detected. As discussed in the context of Fig. 1, the ability to detect spatter in real time is critical for maximizing productivity and weld quality.
The above examples are representative. Numerous ProcessGUARD e-mobility studies have shown the ability to detect the key welding defects – including pores, holes, gaps, spatter, burns, false friends undercut, and insufficient penetration – as well as the process excursions that create these defects – including part contamination and variations in laser power, focus position, and gas flow.
Conclusions
Welding is the second largest laser-based materials processing market (after cutting), and it is growing rapidly. E-mobility welding applications are particularly important, and continued improvements in laser technology and process monitoring will drive further growth by increasing productivity and part quality.
[1] B. Fotovvati et al., Adv. Mater. Sci. Eng. 2018, https:// doi.org/10.1155/2018/4920718
[2] B. Victor, D. Kliner, and M. Hepp, Industrial Laser Solutions (Sept./Oct. 2019), p. 9.
[3] D.A.V. Kliner et al., Proc. of SPIE Vol. 11981, 119810C (2022).
[4] D. Kliner & A. Kingsbury, Photonics Views (2/2024), p. 59, https://doi.org/10.1002/phvs.202400012
[5] https://www.plasmo.eu/en/processobserver/, https:// lutpub.lut.fi/bitstream/handle/10024/168651/mastersthesis_heinonen_tuomas.pdf?sequence=1&isAllowed=y.