Donut worry - How laser powder bed fusion matures dramatically due to ring-shaped beams
Dr. Andreas Rudolf
Published in PhotonicsViews 01/2023
Latest application studies demonstrate how ring-shaped (“donut”) laser beams overcome major obstacles in PBF-LB/M – the laser powder bed fusion of metals. This includes key improvements in productivity and cost, significant reduction of soot and spatter, the stable processing of difficult-to-print and crack prone materials, and the ability to improve and spatially tailor material properties.
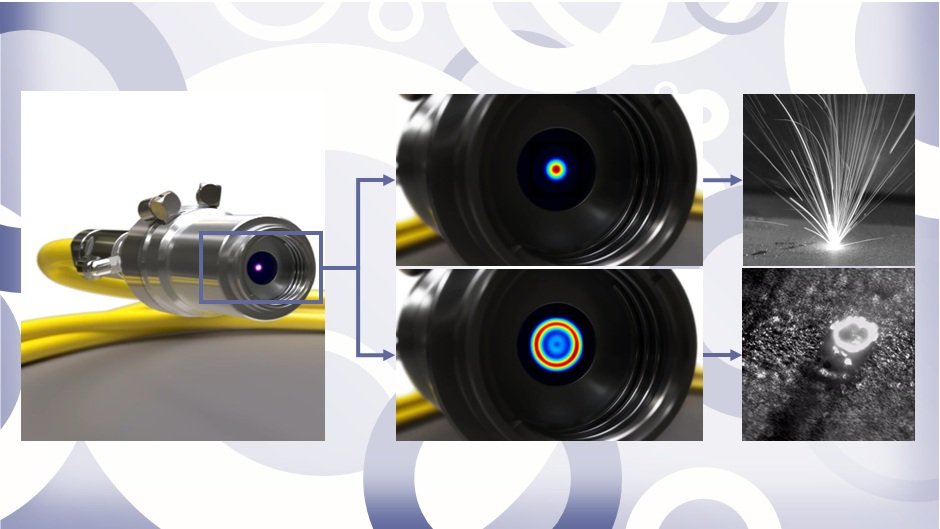
All-fiber beam shaping allows to rapidly switch the beam profile coming directly out of the fiber connector.
Since its invention in 1996, laser powder bed fusion has become the dominate process in the field of metal additive manufacturing. While the technology has matured and found its way into many traditional manufacturing chains, it still lacks a larger leap in production speed to achieve mass adoption in cost-sensitive markets like automotive and machinery. The laser source plays a key role on this path. To highlight the potential of beam shaping for powder bed fusion, nLIGHT hosted an expert forum at Formnext 2022 with invited speakers. While the individual presentations have been published online [1], this article discusses the key results, enabling a new generation of high-productivity PBF-LB/M tools.
Challenges with Gaussian-shaped beams
Laser powder bed fusion is typically performed with diffraction-limited Gaussian beams, emitted from industrial single mode fiber lasers. The typical focused spot size on the powder bed is in the range of 80µm. While such Gaussian beam is ideal to print fine details such as the contour and thin walls, it comes with severe limitations. Due to its high central peak intensity, the center of the generated melt pool is prone to overheating – one could also say that the metal is not just selectively melted but boiled.
Consequently, both the keyhole and the melt pool surface undergo rapid fluctuations, which are the source of all parasitic particle emissions, like soot, spatter, and liquid breakup.
On the process side, this can lead to weld defects and ultimately to part defects, posing a major threat to consistent quality. It also limits the ability to scale the laser power up, because the total rate of particle emission scales accordingly and easily exceeds the maximum extraction capacity of the employed gas flow system – especially in multi-laser machines employing two, four or even more lasers.
While the melt pool center exhibits too much power, the edges are underexposed due to the low-intensity wings of the Gaussian. To prevent lack of fusion at the edges, the hatching lines must be tightly spaced, which limits the build rate. In total, the laser power is used inefficiently as it is partly wasted both in the center and at the edges, which limits the scan speed. Furthermore, the narrow melt pool around the deep keyhole comes with an inhomogeneous temperature distribution and high cooling rates. Especially in crack-sensitive, hard-to-weld materials like tool steel, this leads to hot cracks across multiple layers, rendering the processing of such materials nearly impossible.
Given these obstacles, it has been proven difficult to employ higher laser powers. Above 500W, defocusing the beam is commonly used concept. While this enlarges the beam size and lowers the peak intensity, the overall shape stays the same which is key to most limitations laid out above. Furthermore, the process stability suffers, because the process is driven by the beam far outside of its Rayleigh length, where its size is highly sensitive to any disturbances of the optical system.
In short, Gaussian beams create a strongly fluctuating keyhole within a narrow melt pool and disadvantageous temperature fields. This causes massive particle emission, which limits productivity and degrades part quality – both deciding success factors in driving up the industrial adoption of PBF-L/M.
Ideally, the process could be driven with different beam profiles which are adaptable in their shape and diameter and can be switched on-the-fly, without adding complexity to the free-space optical delivery system. Studies both in simulation and application have found that ring-shaped beams and saddle-shaped beams (i.e., ring beams with some intensity in the center) create stable melt pools with near rectangular cross-sectional shape.
Flexible ring-shaped beams via all-in-fiber technology
To provide such beams and flexibility, nLIGHT has developed the Corona fiber laser family. It employs a unique beam shaping technology which allows to switch the output beam profile on-the-fly within less than 25ms. All beam shapes can be commanded electrically via the laser communication interface, just as easily as the laser power or modulation rate. For PBF-L/M, an optimized version called AFX has been released, capable of emitting both a standard single mode Gaussian (core size 14µm) for fine details and six ring- and saddle-shaped profiles (outer diameter 40µm) for larger features, see Fig. 1. The corresponding beam diameter (second-moment, D4σ) ranges from 15 – 45 µm, which translates into a range of 75 – 225µm on the powder bed assuming a typically used optical magnification of 5x. The maximum laser output power currently amounts to 1.2 kW, while an enhanced version with even higher power will be released shortly.

Fig. 1 Switchable beam profile settings (‘indexes’) of the nLight AFX fiber laser. The top images show near-field spatial profiles for the indicated divisions of power between the central single mode core and the surrounding ring. The graph shows the calculated D4σ beam diameters and the corresponding M² values.
The following sections will discuss various key aspects of PBF-LB/M with this flexible laser source. To connect the dots and to provide an overarching framework, Fig. 2 visualizes the manifold relations and dependencies of the various process parameters, the material physics and the observable benefits.
Stabilized melt pool dynamics
The dynamics in the melt pool are changed fundamentally when processing the powder bed with a ring-shaped beam. Due to the lack of power in the center, no overheating occurs and all power is efficiently used for homogenous melting.
In simulation studies, Lars Vanmunster from KU Leuven found a significant reduction of the melt pool length which leads to less balling and humping of the re-solidified track. Further simulation studies of Dr. Marcin Serdeczny from Flow Science reveal that the evaporation pressure and the resulting velocities of the melt pool liquid are much lower when applying a ring beam, indicating a calmer melt pool with less ejection.
During extensive trials in AlSi10Mg, Jan Johannsen from Fraunhofer IAPT found that with a donut profile no protrusion or cracking occurs over a wide range of process parameters.

Fig. 2 Visualization of the complex interplay of process parameters, material physics and benefits in PBF-L/M when using ring-shaped laser beams. Bold blue boxes mark important milestones while orange boxes denote key benefits for end users.
Due to the stable melt pool, one can easily assume that – with a ring beam – the powder fusion process is entirely driven by conduction welding, completely suppressing any keyhole welding. Prof. Dr. Lianyi Chen from University of Wisconsin-Madison has shed light (of very short wavelength) on this question: Within his group, in-situ X-ray imaging of melt pools has been performed. While with a Gaussian many pores both from top and bottom of the keyhole are observed, almost no pores are generated by a ring beam, which mitigates volume defects and ensures high density. Furthermore, no liquid droplet detachment from the melt pool is observed with a ring beam.
Reduced particle emissions
One of the most obvious and best studied benefits of ring-shaped beams is the significant reduction of soot and spatter emission. While the reduction is apparent in pure visual observation and video sequence, various spatter detection and analysis methods can be used to quantify the amount.
Dr. Hongqiang Chen from GE Research employed a particle counting system directly attached to the gas flow system, allowing live measurement of the soot emission. In Inc718, soot emission was reduced by 2.2x (~45%) – and that is while processing with a 2.5x higher build rate compared to a Gaussian beam. Richard Rothfelder from Friedrich-Alexander-Universität Erlangen-Nürnberg (FAU) used Tungsten particles as tracers in Titanium powder, enabling easy counting of Tungsten spatter in microscopic and µ-CT scans. With ring-beam shaping, he found a mean reduction of the tracer particles by 75%. Prof. Dr. Katrin Wudy from Technical University Munich (TUM) developed an algorithm for video image analysis, which determines both the amount and velocity of spatter, observing reductions up to more than 50% each for certain parameter combinations in SS316L.
Several direct benefits follow from the reduced particle emission. First, the laser power can be increased because the gas flow system is burdened with a lower particle load per power. Second, part quality is enhanced due to less particles spread all over the powder. Third, waste and cost for replacing particle filters are reduced.
Improved melt pool geometry
Wide, flat and shallow melt pools are a key observation of all ring beam studies and visually prove the efficient use of the full laser power across the entire melt pool. This includes the non-overheated keyhole, stable fusion even at the edges and reduced re-melting of previously processed layers.
The near-rectangular cross-section of the melt pool indicates that the solidification vectors are more uniformly oriented upwards, leading to an epitaxial grain growth, compared to a rather anisotropic growth created by a Gaussian. This has been shown experimentally by Marco Beckers from Aconity3D via EBSD studies, revealing a sharp grain texture over many layers due to less competitive growth of the dendrites. As a result, the mechanical properties are improved significantly, such as the ductility being doubled – even after heat treatment. Moreover, the fast switching between different beam profiles allows to tune the texture and material properties, which enables spatially optimized material properties. By applying this procedure to the printing of turbine blade this has already been successfully demonstrated even in a complex geometry.
The melt pool shape is also key to processing crack-prone materials. With shallow, wide melt pools, you end up with next to no cracks - even compared to a defocused Gaussian beam of similar diameter. Tim Lantzsch from Fraunhofer ILT reported on currently ongoing print trials with ASP2012 tool steel with promising first results, while Kenneth Davis from Amaero already succeeded in crack-free printing of H-13 tool steel at previously unachievable productivity as high as 45.8cm³/hr.
Larger process window
The process window is typically spanned by the limits of the main processing parameters laser power, scan speed, hatch distance and layer thickness. As described already, the limits of all these parameters are shifted when applying ring-shaped beams, leading to a more generous process window with higher productivity. Specifically, the already mentioned studies of KU Leuven, TUM, IAPT, ILT, Amero, Aconity3D, GE Research explicitly confirm the finding of a significantly increased process window, while maintaining highest part density in the range of ≥99.5%. It seems counter-intuitive that ring beams – with their shallow melt pool – allow high layer thicknesses. This is another positive consequence of the stabilized melt pool as it tolerates higher laser power which scales its depth up. Very large layer thicknesses of 150µm have already been demonstrated, with the potential for even up to 300µm through future power increase. By switching the beam profile on-the-fly with respect to the needed feature resolution, the economics can be optimized even for such parts which incorporate a large variety of fine and volumetric sections.
Outside of the melt pool dynamics, ring beams enlarge the process window in yet an additional extent: While Gaussian beams are defocused to create a larger beam diameter, the ring beam is large enough already in its focal plane, where its size is most insensitive to disturbances of the optical system, e.g., through contamination. Therefore, a ring beam is more stable against focal shift, which is benefits the reliability of the overall printing system, especially for print jobs that run for multiple hours or even days.
Higher productivity, lower costs
The cost and time of producing parts via PBF-L/M are still considered too high. Major bottlenecks are the laser-driven powder melting process itself and the deposition of new powder layers by the recoater. As ring beams enable the increase of all main process parameters, both these iterative steps are accelerated. Specifically, the combined increase of scan speed and hatching distance decreases the time for melting an entire layer, while increasing the layer thickness reduces the total amount of layers and thereby saves recoating time. By maximizing these parameters together with the laser power, large productivity increases over state-of-the-art Gaussian parameter sets have been demonstrated. To name a few examples, Fraunhofer IAPT reported a build rate of more than 100cm³/hr in AlSi10Mg, marking a 3x increase over commercially available machines from large and renowned OEMs. In Inc718, GE Research reported a 2.5x increase of the build rate while Aconity3D achieved cost and time savings of ~75% in a specific use case of printing turbine blades.
[1] nLIGHT YouTube channel: https://www.youtube.com/c/nLIGHTInc
*
We kindly acknowledge the contributions of our invited speakers at the nLIGHT expert forum during Formnext 2022: Lars Vanmunster (KU Leuven), Richard Rothfelder (Friedrich-Alexander-Universität Erlangen-Nürnberg), Kenneth Davis (Amaero), Prof. Dr. Lianyi Chen (University of Wisconsin-Madison), Dr. Marcin Serdeczny (Flow Science), Prof. Dr. Katrin Wudy (Technical University Munich), Dr. Hongqiang Chen (GE Research), Jan Johannsen (Fraunhofer IAPT), Tim Lantzsch (Fraunhofer ILT), as well as Marco Beckers and Martin Buscher (both Aconity3D).
DOI: 10.1002/phvs.202300008